According to reports, metal corrosion has caused an average loss of 150-250 US dollars per vehicle per year in the world. It can be estimated that the economic losses caused by automobile corrosion in China reached more than 170 billion yuan in 2013, resulting in waste of materials and energy, resulting in huge economic losses. At the same time, it also brings environmental pollution and traffic accidents.

How to improve the corrosion resistance of automotive products has become one of the important issues facing domestic and foreign companies. Automobile anti-corrosion technology involves materials, product structure, packaging and transportation, painting process, performance evaluation and other aspects. It is a complex management and control system throughout the whole life cycle of product development, production, use and scrapping.
There is a big gap between China's self-owned brand cars and foreign brands in anti-corrosion technology. Fan Jingxing, director of the Clean Production Steering Committee of the China Society of Surface Engineering, said: "Every year, China's autos have a loss of 100 billion yuan due to corrosion. The domestic car's protective design, anti-corrosion technology application and process level are relatively low. The fullness of some domestic car paint layers The flatness and gloss and adhesion are low, the quality of the coating and the conversion film is not good, especially the corrosion resistance of parts in heavy corrosive environment (acid mist, high humidity, etc.) is poor."
“Insufficient design experience is a common problem encountered by most auto companies in China.†Yang Hongxin said, “Automotive companies have established vehicle anti-corrosion control systems and surface protection standards for parts. Some companies have begun to use galvanized sheets on a large scale. High-end anti-corrosion materials such as steel and plastics, the introduction of high-tech coating equipment and new coating materials, but the key technology of automotive corrosion design, like the development of the whole vehicle, requires long-term accumulation and precipitation."
Based on this article, we briefly introduce some basic requirements of GM for fastener surface protection.
The basis for the establishment of GM part surface protection:Standards are divided into underhood and underbody by part of the vehicle:
Underhood indicates the lower part of the engine compartment;
Underbody indicates the lower part of the body;Anti-corrosion test requirements are different:
Underhood: Cyclic corrosion and corrosion diffusion evaluationAfter the parts are scribed according to GMW15282, cyclic corrosion test is carried out according to GMW14872 exposure B to evaluate corrosion diffusion. The bare board and casting substrate are less than 6mm, and other substrates are less than 3mm.
Underbody: gravel impact and cyclic corrosion
The parts are crushed by grit according to GMW14700, Method C, and then subjected to cyclic corrosion test according to GMW14872 exposure A, and evaluated according to GMW15357, requiring 8 or more
GMW3044
Galvanizing requirements for sheet metal parts, castings and fasteners, production method: labeling requirements for hanging plating or barrel plating
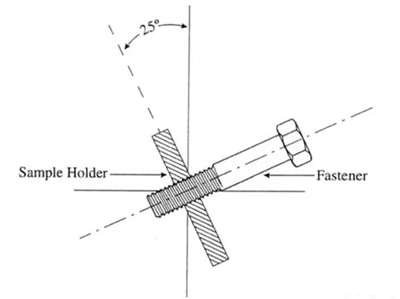
The salt spray test must be carried out at least 24 hours after plating. If H is marked, the fastener must be treated at 1h/150 °C before the test. The exposed surface must be exposed to salt spray after assembly.
Coating adhesion test After 30min/220 °C treatment, immediately put into room temperature water, the coating has no foaming, crack anti-hydrogen embrittlement treatment for parts with surface hardness greater than 35HRC (HV332) or core hardness greater than 32HRC (HV306), must Dehydrogenation to dehydrogenation according to SAE/USCAR-5
When the hardness is greater than HV353 (HRC37.2), the dehydrogenation hardness at 4h/200 °C is greater than HV390 (HRC40.8), after dehydrogenation at 8h/200 °C, after 8h/110 dehydrogenation after less than 200 tempering Note: 1. Dehydrogenation is carried out within 1 h after electroplating, this process is before passivation;
Dehydrogenation process, the oven can not open the door and then put the parts, the hydrogen time is started for the temperature of the part to reach the dehydrogenation temperature. Hydrogen embrittlement check according to SAE/USCAR-7
Method: Five pieces of bolts are selected, the breaking torque is tested, and the average breaking torque is calculated;
In the dehydrogenation process, a certain number of parts are extracted from each furnace and fastened to the corresponding tooling at 80% breaking torque. After 24 hours, the torque is retightened to 80% of the breaking torque, and after 24 hours, it is tightened again to 80% of the breaking torque. Unload, check the parts for cracks and other damage;
As long as one part fails the test, the whole furnace is scrapped and cannot be reworked.
Friction coefficient requirements:
ï® The tail coefficient T and G require a friction coefficient of 0.13±0.03, and the batch monitoring requires an average value of ±3σ to fall within the range of 0.10-0.16.GMW4700
Electro-galvanized alloy, commonly used as zinc-nickel alloy (Zn-Ni)
Production method is hanging or barrel plating
Type A 5.0-15.0% Ni content, 480h red rust ï®Type B 10.0-17.0% Ni content, 240h white rust, 1000h red rust 厚度 Thickness requirement is greater than 8μ, but generally does not exceed 15μ
è¦æ±‚ Require at least 10 pieces of monitoring thickness per batch ï® Note that high current areas are prone to increase thickness and nickel content
Salt spray test, adhesion test, dehydrogenation requirements, hydrogen embrittlement inspection requirements with GMW3044 ï®
Cyclic corrosion test GMW14872
Type AEXT All, 4s, Method SH/SM/SL, Exposure D Red rust does not exceed 10%, white rust does not exceed 50%
Type BUB All, 4s, Method SH/SM, Exposure D No red rust, white rust does not exceed 50%
With tail G, requires friction coefficient, requires the same GMW3044GMW3359
Non-electrolyzed zinc-rich coatings are rich in zinc flakes and aluminum flakes can be treated with degreasing water, shot blasting or solvent cleaning. Dip coating can also be applied by spraying. Color can be achieved by adding different topcoats. Coating can adjust the friction coefficient. This process does not produce hydrogen, and there is no hydrogen embrittlement problem (except for pickling before pretreatment). This coating has good permeability, and a small amount of hydrogen absorption can precipitate corrosion resistance during the baking process. The galvanized nickel alloy is equivalent and the production process is environmentally friendly.
The GMW3359 is divided into three levels:
Type A 12μ, 240h / white rust does not exceed 5%, 720h / no red rust;
Type B 12μ, 144h/white rust does not exceed 5%, 480h / no red rust;
Type C 8μ, 72h/white rust does not exceed 5%, 240h/no red rust 最大 The maximum thickness of the bolt head does not exceed 25μ. At least 10 pieces are inspected for each batch.
ï® The picture is not marked, the default is Type A.The salt spray test method is the same as GMW3044. At least 3 tests per batch. The cyclic corrosion test is based on GMW14872. This test is only approved. Type A: EXT All, 4 s, Method SH/SM/SL, Exposure D.
Type B: EXT All, 4 s, Method SH/SM/SL, Exposure C.
Type C: UH All, 4 s, Method SH/SM, Exposure B
Cathodic protection test scratches with a width of 0.5mm, drawn to the substrate, after 96h salt spray, no red rust coating adhesion test, 96h/40 °C, 100% humidity, 100 grid test, greater than 99%
For threaded fasteners, the friction coefficient is 0.13±0.03, and the batch monitoring requires the average value ±3σ to fall within the range of 0.10-0.16.
Description:We can produce difference materials sealing gasket,it including Asbestos Rubber Sealing Gasket,Non-asbestos Rubber Sealing Gasket and PTFE Sealing Gasket,Metal Spiral Wound Sealing Gasket.
Asbestos Rubber Gasket with the performances such as appropriate strength flexibility,softness and reasonable price.
Non-Asbestos Rubber Gasket belong to environmental seal materials,it`s widely used in auto parts and ship field.
Metal Spiral Wound Gasket is suitable for high temperature and high pressure working conditions,good resilience,it`s deal static seal original of vales,pumps and flange joint.
Ptfe Gasket
Description:It is high crystal thermoplastic polymer and most common used fluoride plastic.It is produced by molding with suspension PTFE resin,it can be made into plate,turning film,pipe etc.




Sealing Gasket
Sealing Gasket,Rubber Gasket For Sealing,Nbr Rubber Sealing Gasket,Ring Seal Gasket
HEBEI HENGDA SEALING MATERIALS CO.,LTD. , https://www.hengdasealing.com