Third, the characteristics of laser welding methods
The laser welding method has the following characteristics:
(1) High energy density and suitable for high speed welding.
(2) The welding time is short, the thermal deformation of the material itself and the heat affected zone are small, especially suitable for high melting point and high hardness processing.
(3) Wear and tear without electrodes, tools, etc.
(4) No pollution to the environment.
(5) It is possible to realize long-distance, difficult-to-reach parts, multi-channel simultaneous or time-sharing by optical fiber.
(6) It is easy to change the laser output focal length and solder joint position.
(7) It is easy to mount on the robot unit.
Laser hybrid welding technology has significant advantages. For laser hybrid welding, the advantages are mainly reflected in: the phenomenon of sagging on the back of the weld without burning, the scope of application is wider; for laser-MIG welding, the advantages are mainly reflected in: higher welding speed, large welding depth, resulting Low welding heat, high weld strength, small weld width and small weld bead, which makes the whole system stable in production process, good equipment availability and small weld preparation workload and small weld processing after welding. The welding production has short working hours, low cost and high production efficiency.
Fourth, the main form of laser-arc hybrid heat source welding
Laser-TIG hybrid welding
The characteristics of laser and TIG hybrid welding are:
(1) Using the arc-enhanced laser action, a low-power laser can be used instead of a high-power laser to weld metal materials.
(2) High-speed welding when welding thin parts.
(3) It can increase the penetration depth, improve the weld formation, and obtain high-quality welded joints.
(4) It can alleviate the accuracy requirements of the end face interface of the base metal.
For example, when the CO 2 laser power is 0.8 kW, the TIG arc current is 90 A, the welding speed is 2 m/min, the welding capacity of a 5 kW CO 2 laser welder, the 5 kW CO 2 laser beam and the 300 A TIG arc when the composite welding speed 0. 5 ~ 5m / min, depth of penetration is obtained using a CO 2 laser beam alone 5kW of 1.3 ~ 1.6 times during welding.
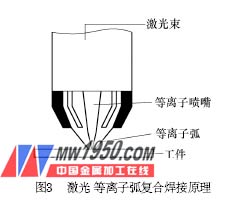
2. Laser - plasma arc hybrid welding
Laser plasma hybrid welding uses the coaxial method shown in Figure 3. The plasma arc is generated by a ring-shaped electrode, and the laser beam passes through the middle of the plasma arc. The plasma arc has two main functions: on the one hand, it provides additional energy for laser welding, increases the welding speed, and thus improves the efficiency of the entire welding process; In addition, the plasma arc surrounds the laser, which can produce heat treatment effect, prolong the cooling time, reduce the sensitivity of hardening and residual stress, and improve the microstructure of the weld.
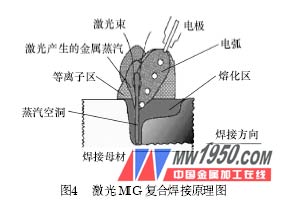
3. Laser - MIG hybrid welding
The basic principle of laser-MIG hybrid welding is shown in Figure 4. In addition to the arc inputting energy into the weld zone, the laser also inputs heat to the weld metal. Laser hybrid welding technology does not have two welding methods in sequence, but two welding methods simultaneously act on the weld zone. Lasers and arcs affect the performance of composite welds in varying degrees and forms. In laser-MIG hybrid welding, volatilization occurs not only on the surface of the workpiece, but also on the filler wire, allowing more metal to volatilize, making the energy transfer of the laser easier.
MIG welding is characterized by low power cost, good weld bridging, good arc stability, and easy improvement of weld structure by filling metal. Laser beam welding is characterized by large penetration, high welding speed, low heat input and narrow welds, but welding thicker materials requires a more powerful welding laser. At the same time, the molten pool of laser hybrid welding is smaller than that of MIG welding, and the deformation of the workpiece is small, which greatly reduces the work of correcting welding deformation after welding. Laser-MIG hybrid welding produces two separate weld pools, and the heat input from the rear arc simultaneously acts as a post-weld tempering treatment, reducing weld hardness (especially weld steel). Due to the very high welding speed of laser hybrid welding, production time and production costs can be reduced.
4. Double laser beam welding technology
In the laser welding process, due to the high laser power density, the welding base material is rapidly heated to melt and vaporize, and high-temperature metal vapor is generated. Under the continuation of the high power density laser, it is easy to generate a plasma cloud, which not only reduces the absorption of the laser by the workpiece, but also makes the welding process unstable. If the laser power density of the continuous irradiation is reduced after the formation of the large deep-melting pores, the larger deep-melting pores that have been formed absorb more of the laser light, and as a result, the effect of the laser on the metal vapor is reduced, and the plasma is reduced. The cloud can be reduced or disappeared.
Previous Next
Elevator Complete Control System
OTIS Elevator Complete Control System, Thyssen Elevator Complete Control System, KONE Elevator Complete Control System, GiantKONE Elevator Complete Control System, ThyssenKrupp Elevator Complete Control System, Schindler Elevator Complete Control System, XJ Schindler Elevator Complete Control System, Xizi OTIS Elevator Complete Control System, Mitsubishi Elevator Complete Control System, Shanghai Mitsubishi Elevator Complete Control System, Fujitec Elevator Complete Control System, Hitachi Elevator Complete Control System, Toshiba Elevator Complete Control System, Hyundai Elevator Complete Control System, LG Elevator Complete Control System, Sigma Elevator Complete Control System, Express Elevator Complete Control System, GUANGRI Elevator Complete Control System, FUJI Elevator Complete Control System, BLT Elevator Complete Control System, CANNY Elevator Complete Control System, SJEC Elevator Complete Control System, KOYO Elevator Complete Control System, IFE Elevator Complete Control System
Elevator Control System, Elevator Controller Cabinet, Elevator Control Cabinet, Elevator Controller, Elevator Complete Controller, Elevator Complete Control System, Elevator Control Panel
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjelevatortravelingcable.com