〠Abstract 】The development of laser vision sensing and its working principle are briefly introduced. The laser vision sensing technology in recent years is reviewed in digital, anti-reflective, weld inspection, dual sensing, integration, miniaturization and networking. The latest developments and applications. These new technologies will provide some new solutions or ideas for the automated welding manufacturing process.
Simply put, the welding process is to control the energy or heat source on two or more pieces of material to form a complete joint. For example, for arc welding, the operation is performed by a human, robot or special machine holding the welding torch, moving along the weld at a certain speed, while applying energy with certain process parameters. In addition to the correct process parameters, the accurate tracking of the weld by the welding torch is an important part of ensuring the quality of the weld.
Manual or semi-automatic welding relies on the operator's naked eye observation and manual adjustment to achieve tracking of the weld. For fully automated welding applications such as robots or automatic welding machines, the machine's programming and memory capabilities, the accuracy and consistency of the workpiece and its assembly ensure that the torch can be aligned to the weld within the precision limits allowed by the process. In general, the machine's repeat positioning accuracy, programming and memory capabilities have been able to meet the welding requirements. However, in many cases, the accuracy and consistency of the workpiece and its assembly are not easy to meet the requirements of large workpiece or large-scale automatic welding production, and there are also the effects of stress and deformation caused by overheating. Therefore, once these conditions are encountered, an automatic tracking device is required to perform a function similar to the coordinated tracking and adjustment of the human eye and hand in manual welding.
Among many welding process information sensing methods, the visual method is currently recognized as the most sensitive and effective sensing method. As early as the early 1980s, many researchers at home and abroad began to study visual sensing methods, including passive vision sensing with arc light as the light source and active vision sensing with laser-assisted illumination. In the passive vision method, the arc itself is the monitoring position, there is no advance detection error caused by factors such as thermal deformation, and the information of the weld joint and the molten pool can be directly obtained, which is beneficial to the adaptive control of the welding quality. However, direct observations are susceptible to severe interference from arcing and there have been no reports of mature industrial applications. Therefore, active light vision, especially structured light or scanning based on the principle of laser triangulation, has become the main visual sensing method in welding industry applications. The most important feature of laser vision sensing is the ability to obtain accurate geometry and spatial position information of the weld section, suitable for real-time weld tracking and adaptive process parameter control.
First, the principle of laser vision sensing
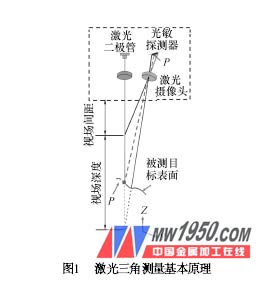
The basic principle of laser vision sensing is the principle of optical triangulation, as shown in Figure 1. The laser beam is irradiated onto the surface of the target object to form a spot of light, and a lens is generated on the photosensitive detector through the lens on the camera. Since the relative position of the laser and the camera is fixed, when the distance between the laser sensor and the target object changes, the position of the image point on the photosensitive detector changes accordingly, so the height change can be calculated according to the triangular relationship of the object image. That is, the height change is measured. When the laser beam is scanned in a certain shape (scanning mode) or by optical transformation, a line or other geometric stripe (structured light mode) is projected on the surface of the target object in the form of a smooth surface, on the photosensitive detector of the array. A laser fringe image characterizing the target section is obtained, as shown in Figure 2. When the laser sensor is scanned along the surface of the object, the contour information of the scanned surface shape can be obtained. The information obtained can be used for weld search positioning, weld tracking, adaptive welding parameter control, weld forming inspection, and the like.

Second, the new development of laser vision sensing and its application
At present, laser vision sensors that have been used in soldering are mainly in the form of scanning and structured light. The scanning method is mainly linear scanning and circular scanning, and the image processing method of the circular scanning is more complicated. In contrast, for reflective processing, the scanning method is easier than the structured light method. In addition, the scanning mode sensor has a large field of view depth of up to 280 mm or more. However, due to the influence of the scanning laser spot, the accuracy of the scanning laser sensor, especially the lateral resolution is relatively low, usually >0.3 mm. At the same time, due to the influence of mechanical scanning, the scanning speed is not high. Scanning laser sensors are mostly used for weld tracking and adaptive control of large thickness workpieces. Laser vision sensors used in high-precision and high-speed tracking or detection are mostly structured light sensors. Therefore, the following is mainly based on the new technology of ServoRobot Inc. (Sai ​​Rong) as an example to introduce the recent development and application of laser vision sensors. The main progress is reflected in digital, anti-reflective, weld inspection, double sensing, multi-layer welding. , integration, miniaturization and networking.
Next page
Without exposing screws, the die-casting aluminum of LEDER technology`s LED inground light gives it excellent heat dissipation, prolongs its lifespan, and reaches its waterproof performance up to IP68. Humanized lighting mostly installed are lawns and undergrowth to avoid shining directly into your eyes, this inground light`s COB LED chips to shine over a 60° beam angle while the optical lens keeps the lights from dazzling your eyes.
This LED inground light features the ability to adjust the direction of the light from outside the fixture - leaving the factory seal intact. Featuring a cast brass housing that sits within a heavy-duty polymetric sleeve, it also offers silicone rubber gaskets at the lens, a potted driver, and a strain relief below, all designed to prevent water ingression.
Features:
• Sealed drive
• Modern minimalist design
• Group and control multiple lights with the smart life app
• Energy saving save electricity
• water impervious
• Color temperature :3000k-6000K
• Stainless steel frame
• Type of protection: IP20 /IP65 (Some models)
• Warranty:3 - 5 years
You can use this light where many people gather or where many activities take place. To meet different lighting needs, this light is suitable to be installed in soil, cement, stone, wood and other environments.Outdoor Shallow Inground LED Well Light round inground fixture with stainless steel finish framework, for outdoor use.
We have rich production experience in lighting. Except LED Inground Light, we also offered other product in Outdoor Lighting ,such as LED Flood Light , LED street Light , LED Inground Light, LED Spike Light ,LED Bollard Light ,LED Wall Washer,Outdoor Wall Light & step light as so on .
Inground Light,Inground Uplight,In Ground LED Lights,In Ground Up Lights
JIANGMEN LEDERLIGHT LIGHTING Co.,LTD , https://www.floodlightsled.com